
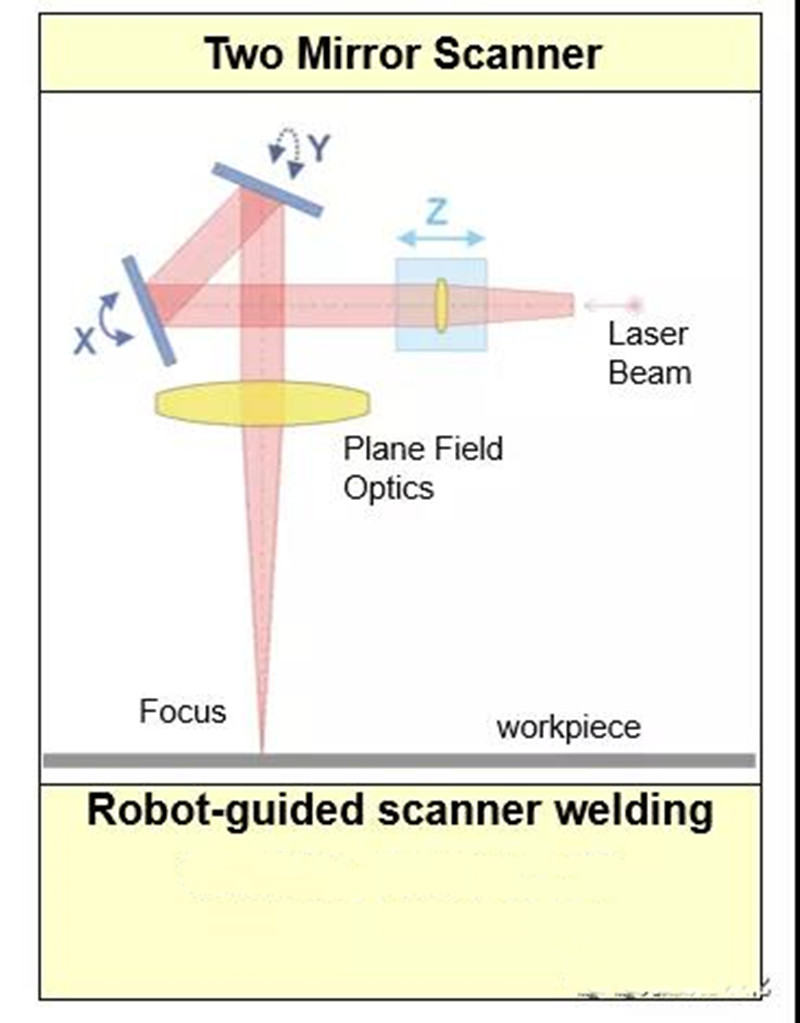
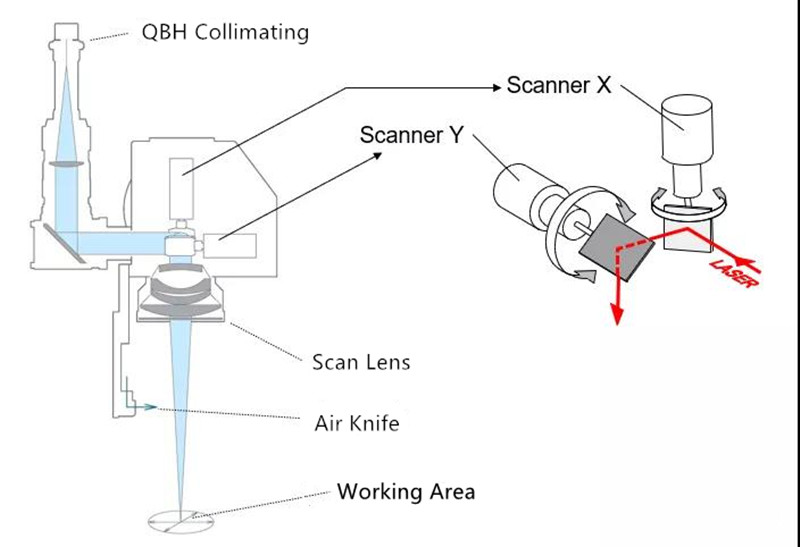
1.レーザースキャン溶接の原理:
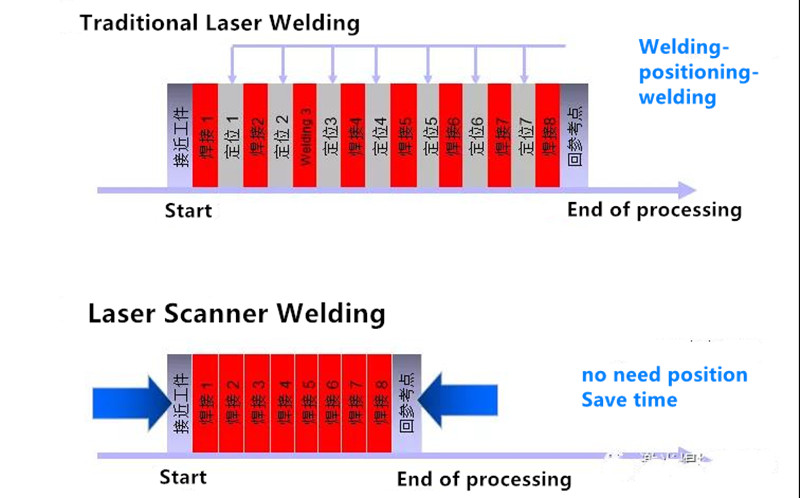
2. スキャン溶接が生産効率を向上させる理由?
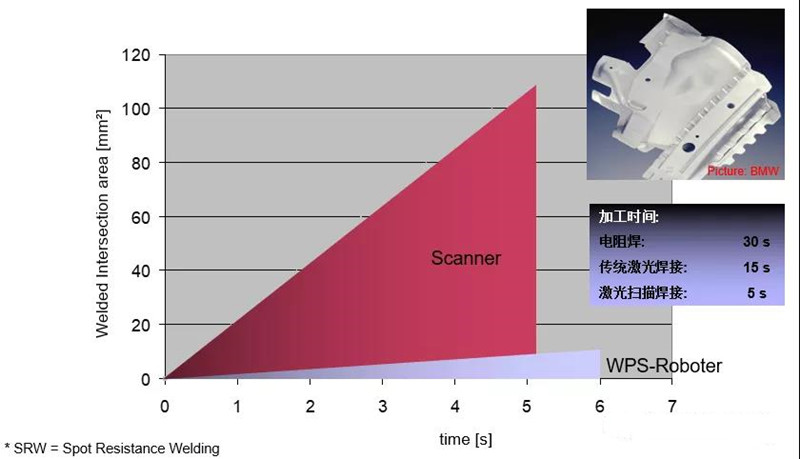
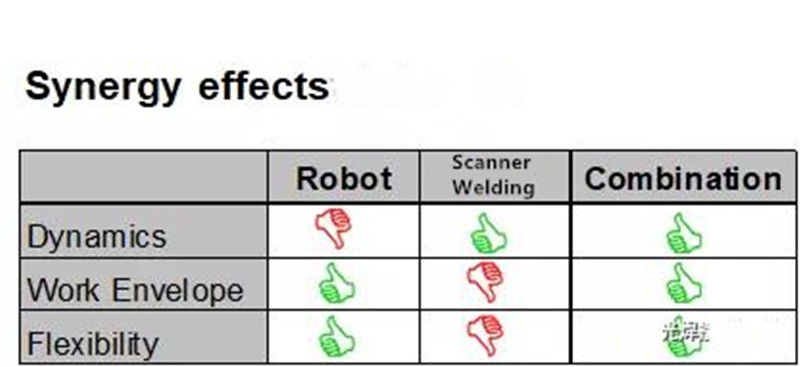
3. 抵抗溶接、従来溶接、スキャン溶接の比較:
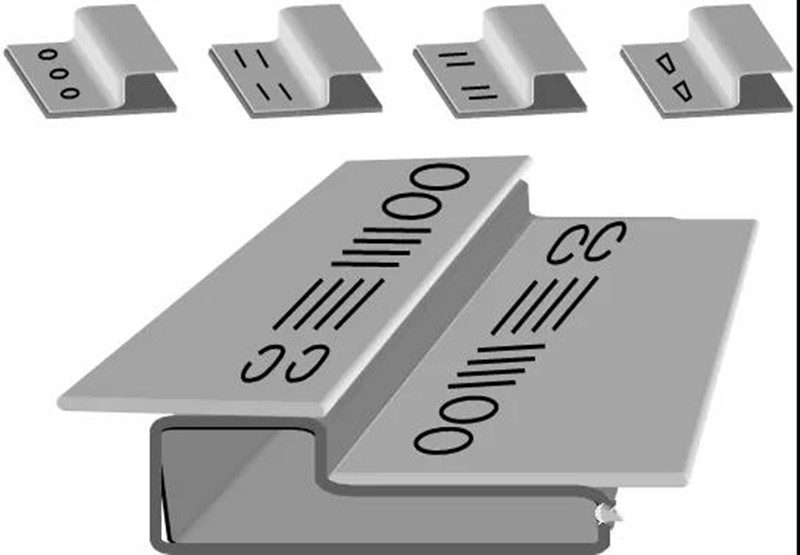
4. カスタマイズされた溶接モード、最適化された接合強度:分布\方向\形状を自由に編集できます。
従来の溶接方法と比較すると、リモートスキャン溶接は、実際の投資、運用コスト、床面積、生産時間の面で大きな利点があります。

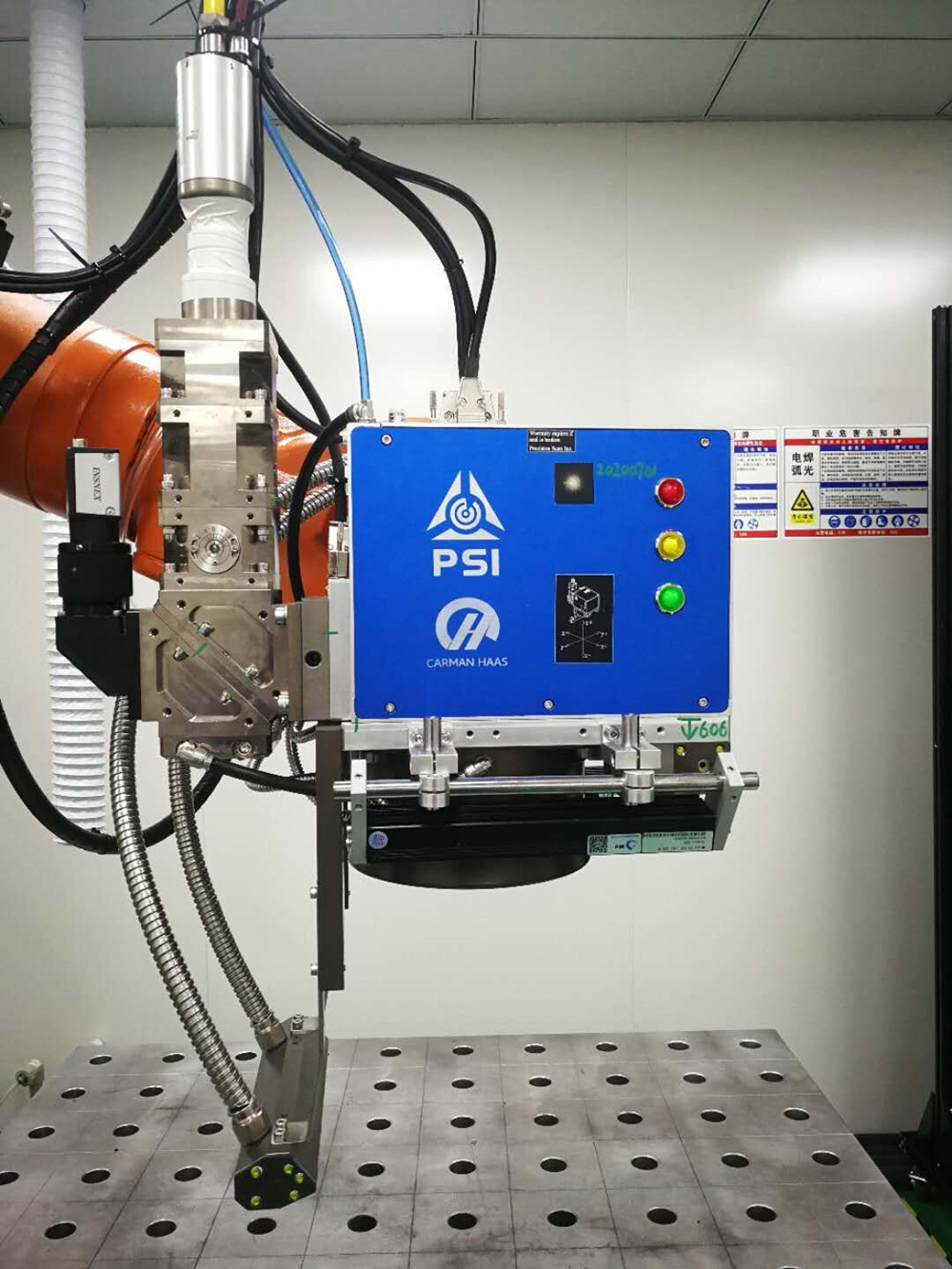
5. 溶接構造のスキャン(CARMANHAAS PSH30を例に))

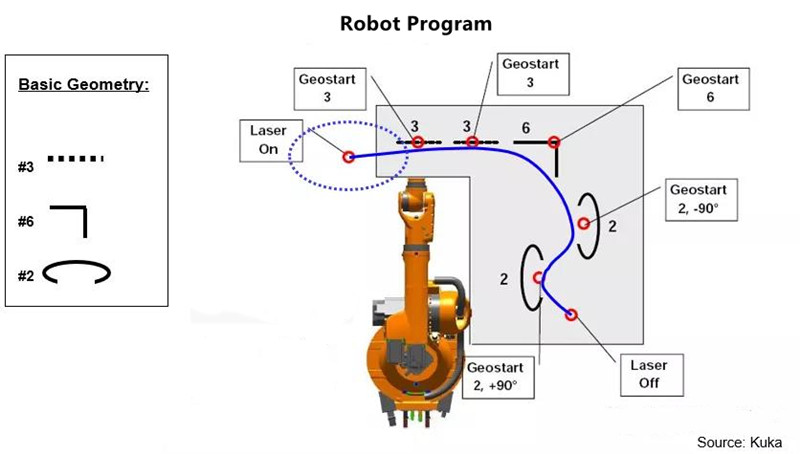
6. 同期動作:ガルボスキャナとロボt
7. ガルボスキャナのプロセス例のシーケンス:
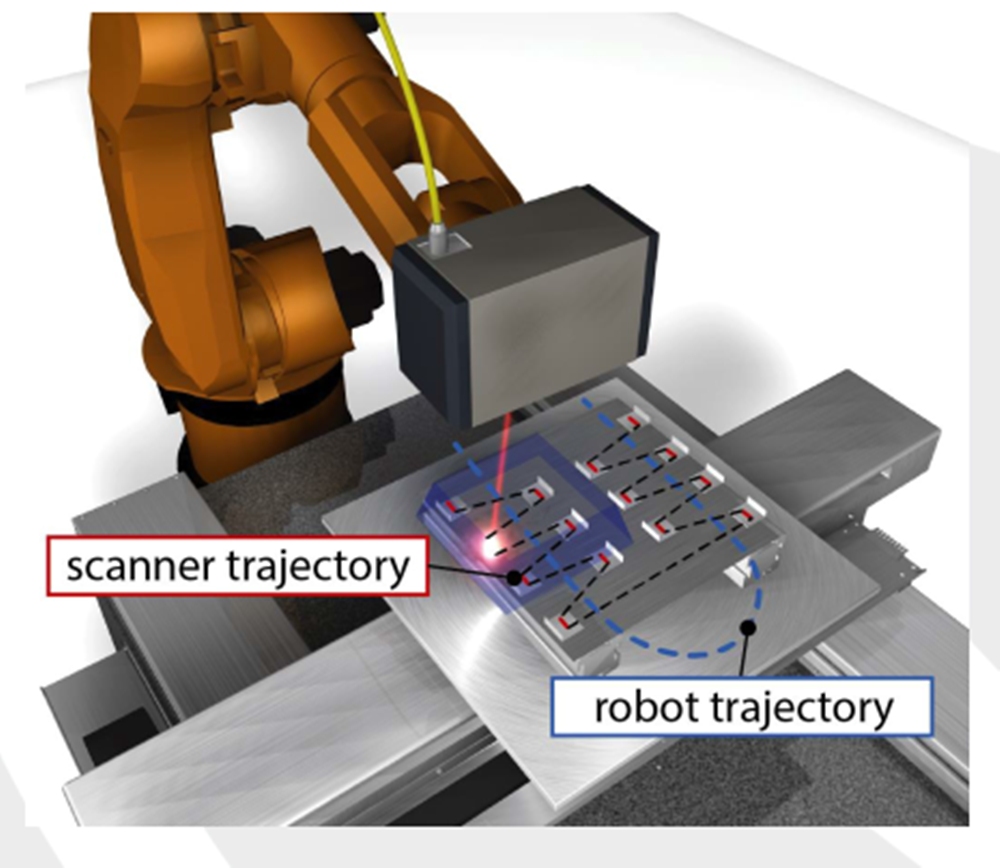
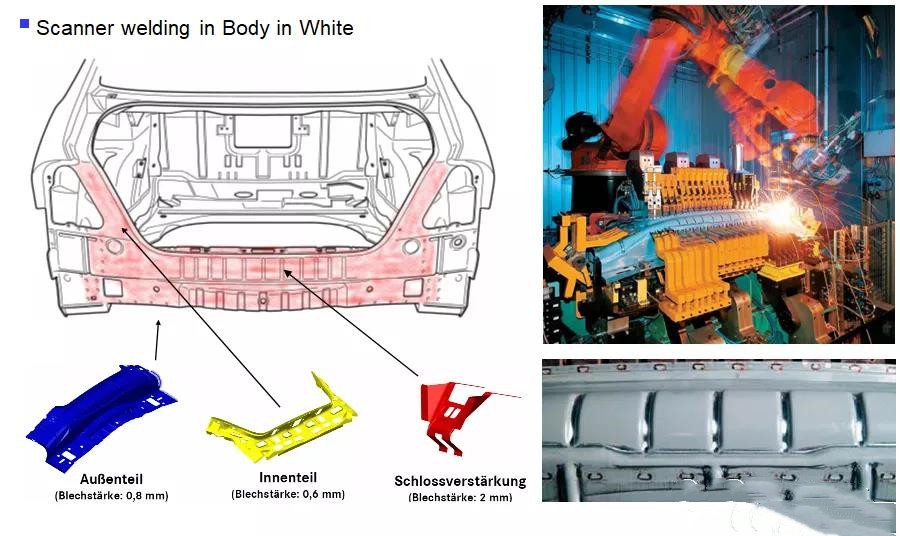
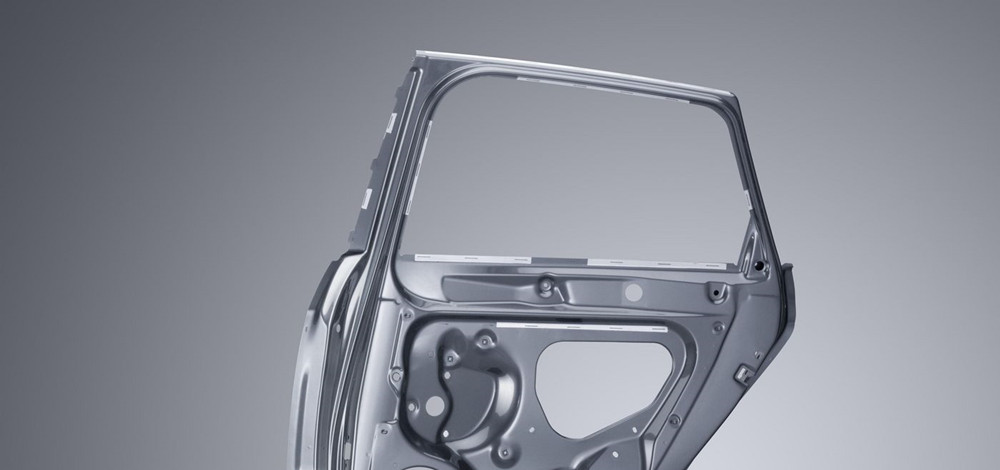
8. ガルボスキャナアプリケーション:

9. レーザースキャン溶接は生産効率を向上しますy
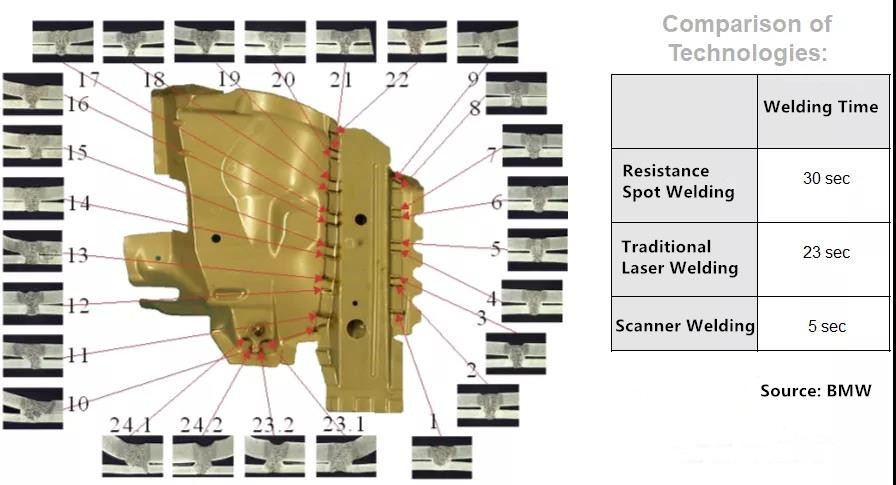
a.短い位置決め時間により、非常に高い生産効率が実現します。
b.低入熱
c.歪みが小さく、レンズの作動距離が長い
d.レンズが汚れにくい
e.処理時間とスペースを削減
f.機械の数を減らす
g.設備利用率が高い
10.量産アプリケーション
上面を例にして計算します。
合計12個の溶接部があり、それぞれの長さは10mmです。
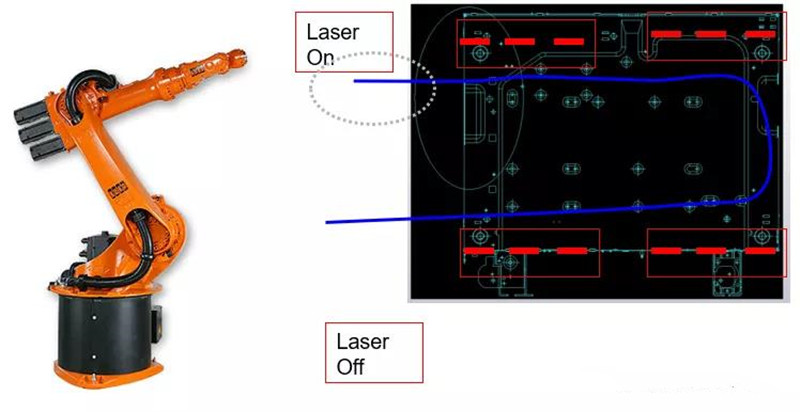
1.単一の溶接の長さは10mmで、合計12個の溶接があり、合計溶接長さは120mmです。
2.ロボットはエリア全体をカバーするために4回移動します。
3.溶接速度は少なくとも5m/分であり、純粋な溶接時間はわずか1.5秒です。
4. ロボットは 4 回移動する必要があり、各移動時間は 1 秒で、4 回の移動には 4 秒かかります。
5.総加工時間=溶接時間+ロボット移動時間=1.5秒+4秒=5.5秒。
CARMANHAASは現在、角型バッテリー、ソフトパックバッテリー、円筒型バッテリーを含むパワーバッテリー溶接の研究開発に注力しています。当社のスキャナー溶接システムは、EV業界におけるリチウムバッテリー溶接、ステーターモーター溶接、銅ヘアピン溶接などの用途に使用でき、クラス最高の製造品質と経済的な価格を実現しています。

投稿日時: 2022年7月11日